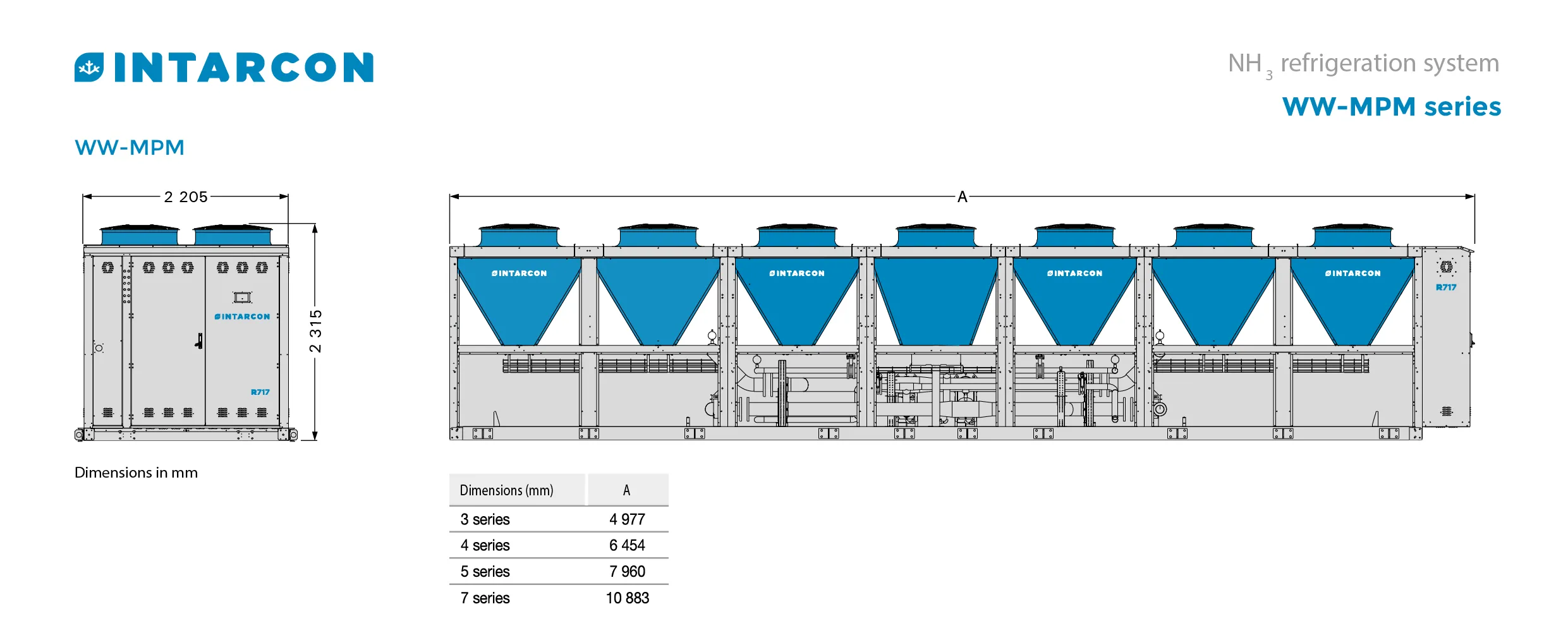
- Industrial refrigeration chiller with low ammonia charge technology developed by INTARCON, for positive and negative temperature air-condensed applications. Compact construction built in galvanised steel body and chassis with polyester paint, for outdoor installation.
- 400V 3N 50Hz power supply. Available in 60 Hz. Other voltages on request.
- Semihermetic screw compressors with variable speed permanent magnet motor. Suction filter, oil filter, discharge check valve. Suction and discharge valves integrated in the compressor.
- Miscible oil.
- High efficiency vertical oil separator.
- Tropicalised condenser with aluminium microchannel coils, with Polyester Powder Coating treatment.
- Oil cooler with stainless steel tube coils and aluminium fins.
- Variable speed EC motor fans for condensing pressure and oil temperature control.
- Evaporator with stainless steel welded plates with stainless steel welding.
- Electronic expansion valve, and electronic liquid injection valve for compressor cooling in extreme conditions.
- Stainless steel refrigeration circuit per compressor with decanter. Filter service valves, sight glasses, pressure switches and high and low pressure transducers.
- Stainless steel hydraulic circuit with fill/drain valve, air vent, flow switch, inlet and outlet thermometers and pressure gauges.
- Closed economiser with plate heat exchanger for liquid subcooling and medium pressure injection (only in negative temperature models).
- Electrical control panel. Frequency variator per compressor. Differential protection. Individual magneto-thermal and thermal protection for compressor and fans.
- Electronic control with digital control panel, cooling capacity control, condensation control, VI variation, start/stop sequence, compressor, fan and pump safety and stop sequence, compressor/s, fans and pumps safeties. Web interface and external communication.
- Multi-tube stainless steel tube evaporator.
- Stainless steel tube condenser and aluminium fins.
- Variable glycol flow rate.
- Condensation heat recovery.
- Total heat recovery (80 %).
- Hydraulic unit with back-up pump.