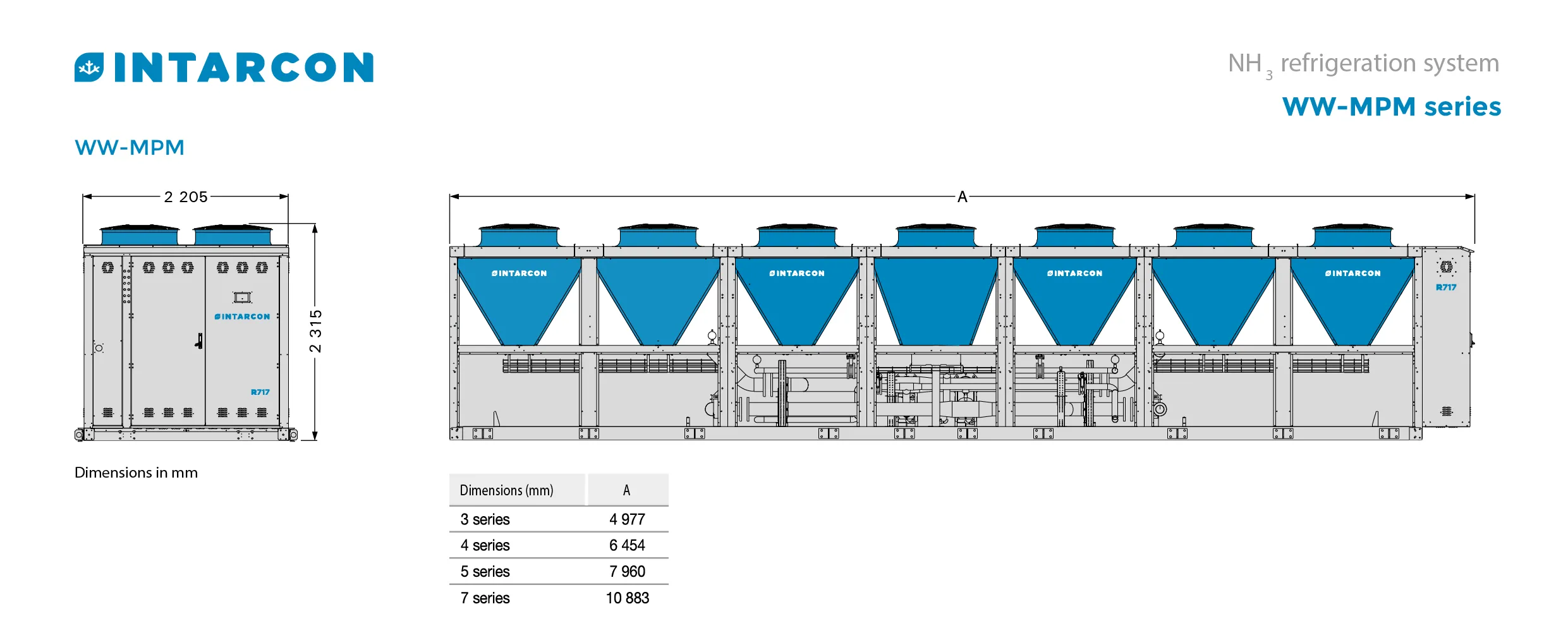
Refroidisseurs de froid industriel avec technologie à faible charge d’ammoniac développée par INTARCON pour les applications industrielles à moyenne et base température condensé par air. Construction compacte construites en carrosserie et châssis d’acier galvanisé avec peinture polyester.
- Alimentation 400V 3N 50Hz. Disponible en 60 Hz. Autres sous demande.
- Compresseurs à vis semi-hermétiques avec moteur à aimant permanent à vitesse variable. Filtre d’aspiration, filtre à huile, vanne de rétention de décharge. Vannes d’aspiration et décharge intégrées au compresseur.
- Huile miscible.
- Séparateur d’huile vertical à haute efficacité.
- Condenseur tropicalisé avec batteries à micro-canaux en aluminium, avec traitement Polyester Powder Coating.
- Refroidisseur d’huile avec batteries en tube d’acier inoxydable et ailettes d’aluminium.
- Moto-ventilateurs EC à vitesse variable pour le contrôle de la pression de condensation et température d’huile.
- Évaporateur à plaques soudées en acier inoxydable avec soudure en acier inoxydable.
- Vanne de détente électronique, et vanne de injection de liquide électronique pour le refroidissement des compresseurs dans des conditions extrêmes.
- Circuit frigorifique par compresseur en acier inoxydable avec décanteur. Clés de service, filtre, voyants, pressostats et transducteurs à haute et basse pression.
- Circuit hydraulique en tube d’acier inox, avec prise de remplissage, purgeur d’air, interrupteur de flux, thermomètres et manomètres d’entrée et sortie.
- Économiseur fermé avec échangeur à plaques pour le sous-refroidissement des liquides et injection à moyenne pression (sauf dans les modèles à basse température).
- Tableau électrique de puissance et manœuvre. Variateur variateur de fréquence pour compresseur. Protection différentielle, magnéto-thermique et thermique individuel par compresseur et ventilateurs.
- Régulation électronique avec afficheur de contrôle numérique, contrôle de puissance frigorifique, contrôle de condensation, variation de VI, séquence de démarrage et d’arrêt, sécurité de compresseur/s, ventilateurs et pompes. Interface web et communication externe.
- Évaporateur multitubulaire en tube d’acier inoxydable.
- Condensateur en tube d’acier inoxydable et ailettes en aluminium.
- Débit de glycol variable.
- Récupération de chaleur d’huile.
- Récupération de chaleur de condensation.
- Groupe hydraulique avec pompe de réserve.