O processo de fabrico do queijo começa com a produção de leite, que deve ser de alta qualidade, dependendo da saúde, higiene e alimentação dos animais. Uma vez obtido o leite, este deve ser mantido a baixa temperatura e protegido da luz solar e da radiação ultravioleta nos secadores de queijo para evitar o desenvolvimento de bactérias.
Para produzir queijo, são necessários vários quilogramas de leite, consoante o tipo de queijo pretendido. Na fábrica de queijo, o leite é testado quanto à sua qualidade e arrefecido antes de ser armazenado em tanques para processamento. Antes do início do processo de fabrico, o leite é homogeneizado e clarificado, eliminando as matérias estranhas e normalizando a sua microflora por centrifugação.
Estes passos são semelhantes tanto para o leite cru como para o pasteurizado, embora devam ser tomadas precauções adicionais para o leite cru, de modo a garantir a segurança alimentar.
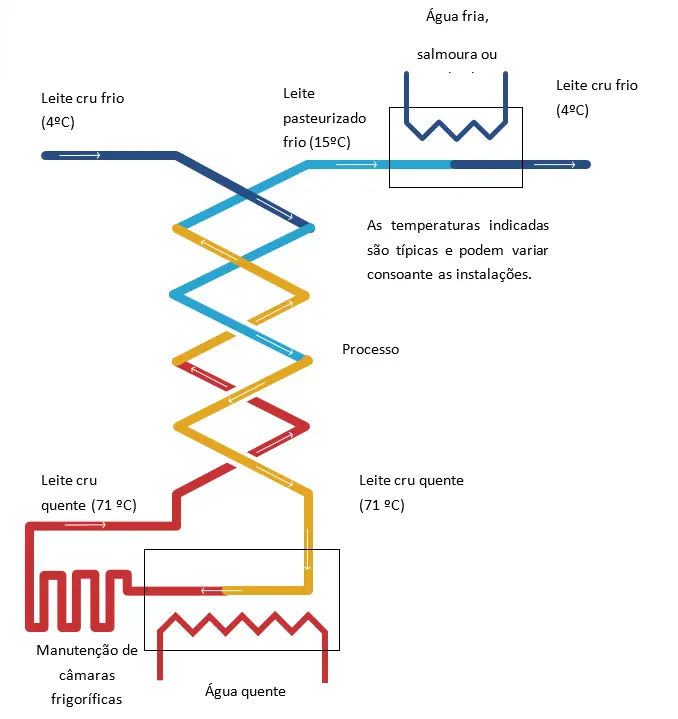
Para os queijos fabricados com leite pasteurizado, a pasteurização é essencial para eliminar os germes e os agentes patogénicos. São utilizados dois métodos: um método lento a 65 °C durante 30 minutos e um método rápido a 71 °C durante 15-20 segundos. A pasteurização é efectuada com permutadores de calor de fluxo cruzado para poupar energia e evitar a coagulação defeituosa do cálcio.
Em resumo, os queijos de leite cru têm um sabor mais intenso e requerem um tempo de maturação mais longo (mais de 60 dias), uma vez que preservam os microrganismos benéficos. Por outro lado, os queijos de leite pasteurizado podem ser consumidos com menos tempo de maturação, devido à eliminação de agentes patogénicos, e podem ainda atingir uma excelente qualidade.
O leite, pasteurizado ou cru, é aquecido a 25-30 °C e são-lhe adicionados fermentos, bolores e/ou aromas. Para a coagulação, é adicionado coalho, que actua sobre a caseína, a principal proteína do leite, provocando a coagulação enzimática. Outra opção é a coagulação ácida, que aumenta a acidez do leite para produzir um aspeto de “leite cortado”, típico dos queijos de pasta mole.
Durante a coagulação enzimática, o coalho decompõe a caseína e forma uma rede proteica semelhante a um gel. Na coagulação ácida, os microrganismos produzem ácido lático, alterando a estrutura do leite para uma rede porosa e frágil. Os queijos podem ser feitos com fermentação enzimática, ácida ou mista, dependendo das propriedades desejadas.
Existem outras fases durante o processo de fabrico do queijo, tais como:
A última fase do processo de fabrico do queijo é a maturação, também designada por afinação, secagem ou cura. É nesta fase que o queijo adquire as suas propriedades finais e onde obtém o carácter diferenciador que cada fabricante lhe confere. É aqui que se refinam os cheiros, os sabores, as texturas e até as cores. Todos os parâmetros que influenciam a identidade do queijo são fornecidos aqui. Esta fase de produção pode demorar várias horas ou mesmo vários anos, como no caso do conhecido queijo italiano Parmiggiano Reggiano.
A maturação do queijo provoca uma série de alterações nas suas propriedades físico-químicas, o que faz com que o queijo adquira características de textura, sabor e cheiro, conhecidas como propriedades organolépticas. Estas alterações são o resultado das seguintes reacções de transformação do leite e das suas características olfactivas, gustativas e texturais:
Modificando as características da atmosfera criada nas câmaras de secagem de queijo, tais como a temperatura, a humidade, as características do ar e, como já foi referido, o tempo de permanência dos queijos na câmara. Normalmente, quanto maior for a temperatura da câmara, menor será o tempo de permanência dos queijos na mesma e maior será o risco de deformação dos queijos. A temperatura mais baixa é utilizada para queijos com um longo período de maturação e principalmente para queijos produzidos com leite cru.
Há que distinguir duas formas diferentes de efetuar a cura, dependendo do processo de fermentação, se enzimático ou ácido.
| Tipo de câmara | Tipo de massa | Temperatura (°C) | Humidade relativa (%) | Velocidade do ar (m/s) |
| Secagem secagem (ou arejamento) | 12 – 18 °C | 65 – 80 % | Na saída do evaporador: max. 3 m/s, ótimo 1-2 m/s. Na superfície do queijo: | |
| Massa mole e côdea bolorenta | 8 – 14 °C | 80 – 90 % | À saída do evaporador: 0,5 a 1 | |
| Câmara de maturação | Massa macia e crosta lavada | 8 – 14 °C | 90 – 95 % | À saída do evaporador: 0,5 a 1 |
| Pasta prensada | 8 – 12 °C | >95 % | À saída do evaporador: 0,2 | |
| Câmara frigorífica | 2- 6 °C | >80 % | À saída do evaporador: 0,2 |
Favorece o desenvolvimento microbiano, que é maior nas coalhadas mais húmidas. Consequentemente, as mais secas amadurecem mais lentamente.
Influencia a regulação do crescimento microbiano e também a atividade enzimática. A produção máxima de enzimas tem lugar a uma temperatura abaixo da temperatura óptima para o crescimento microbiano.
A temperatura óptima para as enzimas situa-se entre 35 e 45 °C. A maturação ocorre a temperaturas mais baixas e depende sempre do tipo de queijo.
O sal regula a atividade da água e, consequentemente, a flora da coalhada. O teor habitual de sal no queijo é de 2 a 2,5 %.
O pH condiciona o desenvolvimento microbiano, que também condiciona o pH. Os valores de pH dos queijos variam entre 4,9 e 5,5 na maioria dos queijos, embora os que são curados por bolores sejam menos ácidos, podendo o pH aproximar-se de 7.
A velocidade do ar aumenta a velocidade de secagem da superfície e, em geral, é desejável uma velocidade baixa para obter um bom resultado.
O oxigénio condiciona o desenvolvimento da flora microbiana aeróbia, pelo que a sua contribuição para o processo de renovação favorece o crescimento de bolores, leveduras e algumas bactérias proteolíticas de superfície, como a Brevibacterivum
A descongelação dos evaporadores de refrigeração é um procedimento essencial para preservar a eficiência e…
Hoje em dia, a refrigeração com amoníaco, também conhecido como NH3 ou R717, é uma…
A refrigeração é fundamental para a produção do queijo Manchego. O leite provém de ovelhas…
This website uses cookies.
{kind=link}